


製造現場では、しばしば品質不良や設備トラブルが繰り返し発生することがあります。「また同じミスが起きた」「対策を打ったはずなのに再発した」——そんな経験をお持ちの方も多いのではないでしょうか。
そうしたトラブルの多くは、原因の特定が不十分なまま対策を打ってしまうことが原因です。特に長年の感覚や経験だけに頼った分析では、表面的な現象しか捉えられず、根本原因にたどり着けません。
そこで有効なのが「原因分析フレームワーク」です。このトラブルの本当の原因を分析できるフレームワーク(思考の型)を使うことで、誰でも・どんな現場でも、明確な原因を特定できるようになります。そこで本記事では、製造現場で実際に役立つフレームワーク7選を、選び方・使い方のコツとあわせて解説します。
この原因分析は改善提案にも活用できます。「【工場の改善提案ネタ20選】今すぐできる!改善提案ネタをわかりやすく解説!」をご覧ください。
原因分析フレームワークとは
原因分析フレームワークとは、問題が発生した際にその根本原因を体系的・論理的に整理・特定するための「思考の枠組み」です。原因分析フレームワークを活用することで勘や経験に頼らず、誰が使っても一定の精度で原因にたどり着けるようになります。
製造現場では、ヒューマンエラー・設備トラブル・材料のばらつきなど、原因が複雑に絡み合うケースが少なくありません。そこでこのフレームワークを活用することで、複雑な問題も整理して分析でき、的確な再発防止策につなげることができるのです。
なお、「原因分析」と「問題解決」は混同されがちですが、役割が異なります。原因分析はあくまで「なぜ起きたか」を明らかにするプロセスであり、その結果をもとに「どう対策するか」を考える問題解決はまた別の角度から考えましょう。まずは原因を正確に特定することが、効果的な対策を打てる前提条件となります。
製造業における不良品発生の原因について「【改善事例も】製造業における不良品発生の原因とは?効果的な対策方法を詳しく紹介!」をご覧ください。
フレームワークを行う前に押さえておくべき基本プロセス
フレームワークを使う前に、分析の土台となる以下のような準備に取り組みましょう。この段階を省略すると、いくら精度の高いフレームワークを使っても的外れな分析になりかねません。
問題を正確に定義する(What・Where・When・How much)
ある問題が発生した時に問題があやふやな状態だと正確な原因は特定しづらいです。例えば「不良品が出た」という曖昧な認識のまま分析を始めても、どのように不良品を発生させないか解決策を出しづらいです。
そこでまずは「何が・どこで・いつ・どの程度」発生しているのかを具体的に言語化しましょう。たとえば「A製品の溶接部に、月に平均8件の気孔不良が発生している」のように定量的に表現することで、分析の対象を絞り込めます。
現状のデータを収集する
原因の仮説を立てる前に、事実ベースのデータを集めなければ分析の幅が小さくなってしまい、根本原因を発見しづらいです。このデータは種類・数ともにあるほどより明確に本質的な問題・根本原因を特定しやすくなります。例えば不良品の発生日時・ロット・作業者・設備・材料ロットなどがこれにあたります。
そこでこれらを常に記録し、傾向を把握できるような体制を整えておきましょう。わざわざ大きいシステムで管理せずとも、簡単なチェックリストを作成し記録を取っておくとフレームワーク活用時に役立ちます。
原因仮説を立ててからフレームワークを選ぶ
フレームワークは目的に応じて使い分けるものです。フレームワークは次で紹介するように種類はさまざまありますが、「単一の事象の深掘りをしたいのか」「多数の要因を整理したいのか」「優先順位を決めたいのか」によって適切な手法が変わります。まず「どんな原因が考えられるか」という仮説を持った上でフレームワークを選ぶことで、分析の精度と効率が格段に上がります。
製造現場で使える原因分析フレームワーク4選
それでは原因分析に使えるフレームワークを4つ紹介します。
| フレームワーク | 主な用途 | 特徴 |
| なぜなぜ分析 | 根本原因の深掘り | 「なぜ?」を5回繰り返す。道具不要で現場即実践できる |
| 特性要因図 | 要因の洗い出し・整理 | 4M視点で要因を網羅的に整理。チームワークショップに最適 |
| ロジックツリー | 原因の構造的な整理 | MECEで漏れなく分解。全体像の俯瞰に強い |
| 4M分析 | 変化点の特定 | 人・設備・方法・材料の変化点を照合。初動対応に強い |
①なぜなぜ分析
なぜなぜ分析とは、問題に対して「なぜ?」を数回繰り返すことで根本原因を掘り下げる手法です。トヨタ生産方式で広く知られ、製造現場では多くの方が認知しているでしょう。特別な道具やソフトは不要で、現場の朝礼・小集団活動でもすぐに実践できます。
例えば設備の突発故障が発生した際、「なぜ止まったか→過負荷→なぜ過負荷→潤滑不足→なぜ潤滑不足→点検漏れ→なぜ点検漏れ→点検基準が不明確」のように掘り下げ、「点検基準の整備」という根本対策にたどり着けます。
実施手順
- 問題を1文で具体的に定義する
- 「なぜ起きたか」を事実ベースで答える
- 5回程度繰り返し、原因を特定する
- 原因に対して対策を立案する
一般的になぜなぜ分析は単一の問題を深掘りする場面に向いています。一方、原因が多岐にわたる複合的な問題には不向きで、特性要因図と組み合わせると原因特定が捗るでしょう。
②特性要因図(フィッシュボーン分析)
特性要因図は、問題(特性)に影響を与える要因を魚の骨のような図で整理する手法です。石川馨氏が考案したことから「石川ダイアグラム」とも呼ばれます。製造現場では4Mの視点(Man・Machine・Method・Material)で要因を整理するのが定番の使い方です。
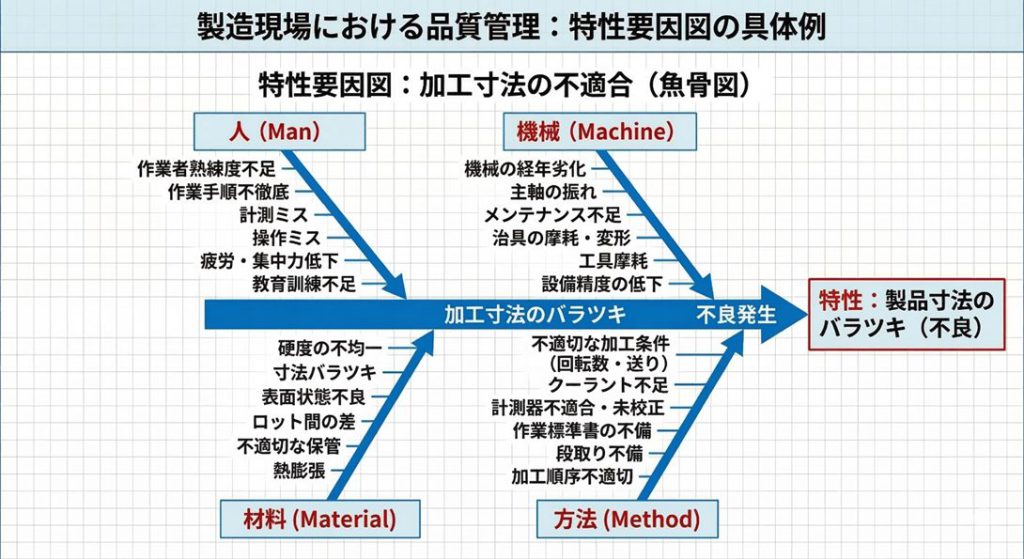
使い方としては、不良品が多発している場合、4Mの各軸に沿って「作業者のスキルばらつき・治具の摩耗・加工条件の設定ミス・材料硬度のロット差」などを書き出し、影響度の大きい要因を絞り込みます。
実施手順
- 右端に問題(特性)を記載する
- 4Mの大骨を引く
- 各Mに関連する要因(中骨・小骨)を書き出す
- 要因間の関係を整理し、重点項目を絞る
特性要因図は要因が多く複雑な品質問題の整理に最適です。ただし要因の洗い出しに留まりやすく、優先順位の決定にはパレート分析との併用が有効です。
③ロジックツリー分析(Whyツリー)
ロジックツリーは、問題をツリー状に分解して原因や解決策を論理的に整理する手法です。原因追究には「Whyツリー」、解決策立案には「Howツリー」として使い分けます。MECE(漏れなくダブりなく)の考え方を軸にするため、原因の見落としを防ぎやすいのが特徴です。
ロジックツリー分析では「歩留まりが低下している」という問題に対し、「工程内不良」「材料ロス」「段取りロス」に分解し、さらに各枝を深掘りすることで、全体像を俯瞰しながら重点課題を特定できます。
実施手順
- 問題をツリーの起点に置く
- MECEを意識して要因を分岐させる
- 各枝を事実・データで検証する
- 根本原因にたどり着いたら対策を検討する
ロジックツリー分析は複数の要因を漏れなく整理したい場面に向いています。ツリーの作成に時間がかかるため、緊急対応が必要な場面よりも、じっくり分析できる改善活動に適しています。
④4M分析(4M変化点管理)
4M分析は、製造に関わる4つの要素「Man(人)・Machine(設備)・Method(方法)・Material(材料)」の変化点に着目して原因を特定する手法です。製造現場では「変化点のないところに不良なし」と言われるほど、変化点管理は問題の原因の特定につながるため、4M分析は原因特定に大きく役立ちます。
そのため突然の製造トラブルが起きた際、まずは4Mの各要素で「いつ・何が変わったか」を確認しましょう。「昨日から作業者が交代した」「先週設備の部品を交換した」「今ロットから材料サプライヤーが変わった」など変化点を洗い出すことで、原因の絞り込みが一気に進みます。
実施手順
- 不良発生のタイミングを特定する
- 4Mそれぞれの変化点リストを作成する
- 不良発生タイミングと変化点の時系列を照合する
- 変化点と不良の相関が高い項目を原因候補とする
このように4M分析は突発的な不良や品質のばらつきが急増した場面に特に有効です。慢性的に続いている不良には変化点が見えにくいため、なぜなぜ分析や特性要因図と組み合わせて使うとよいでしょう。
4Mについては「【具体例あり】製造業における4Mとは?変更管理や活用方法について詳しく解説」をご覧ください。
原因分析が失敗してしまう原因と対策
上記のように原因分析フレームワークを活用して分析を進めても、実際にはうまくいかないことが多くあります。それは以下のような原因が多々見られるためです。
問題の定義が曖昧なまま分析を始めてしまう
先述したように「不良品が多い」「品質が悪い」といった漠然とした問題設定では、分析の焦点が定まらず明確化できません。対策としては、分析を始める前に「何が・どこで・いつ・どの程度」を数値で定義することを徹底しましょう。問題定義に5分かけるだけで、その後の分析が大きく変わります。
コストを考慮せずに対策を検討してしまう
根本原因を特定したとしても、対策が現実的でなければ実行されません。「理想の対策」だけでなく「今の予算・工数・リソースで実現できる対策」も並行して検討し、優先順位をつけて段階的に実施することが、実効性のある改善につながります。
フレームワークを形式的にこなすだけになる
報告書のフォーマットを埋めることが目的化してしまい、深い洞察が得られないケースがあります。フレームワークはあくまで「思考を助ける道具」です。形式に縛られず、現場の実態に合わせて柔軟に使うことが、原因分析の本来の目的を達成する近道です。
原因分析フレームワーク活用のコツ
原因分析フレームワークを活用して、本当の問題解決につなげるには以下のようなコツを意識して取り組みを進めましょう。
チーム全員で取り組む
一人で分析を進めると、どうしても自分の経験や思い込みに引っ張られます。現場の作業者や設備担当・品質管理など異なる視点を持つメンバーが集まることで、見落としていた要因が浮かび上がることは多くあります。また実際の現場に携わっている人の視点は非常に重要なため、必ず参加させましょう。こうした多様な視点が分析の精度を高めます。
事実と推測を明確に区別する
よく起こってしまいがちなのが「おそらく〇〇が原因だろう」という推測です。この長年の経験と「データで確認された事実」を混在させると、分析の前提条件が崩れるため本当の原因にたどり着かない恐れがあります。そこで分析シートや議事録に記録する際は「事実」「推測」「未確認」とラベリングし、推測部分は必ず「仮説」として検証するステップを設けましょう。
対策まで一気通貫で考える(分析で終わらせない)
原因が特定できた段階で満足してしまい、対策の立案・実行・効果確認まで至らないケースがよくみられます。原因分析はあくまで出発点です。特定した真因に対して「誰が・いつまでに・何をするか」を明確にし、PDCAで効果を検証するまでを一連の活動として進めましょう。
たとえば分析の結果「フィルターのろ過精度が低い」という原因が特定された場合、対策としては「フィルターの仕様変更・部材の見直し」まで踏み込む必要があります。多くの場合応急処置として既存フィルターの清掃・交換頻度を上げるということがなされがちですが、これだけでは、根本原因への本当の解決策とはなりづらいです。実際にろ過精度が高いような高性能なフィルターに切り替えることで、一つの問題を解決するだけでなく、その他の関連トラブルの未然防止にもつながることがあります。
そこで多くの問題を解決出来る高性能なフィルターとしてニチダイフィルタの「積層焼結金網フィルター」がおすすめです。この積層焼結金網フィルターは金網を複数層に積層して焼結一体化した構造により、従来のフィルターでは難しかった高精度なろ過と高い強度・耐久性を両立しています。
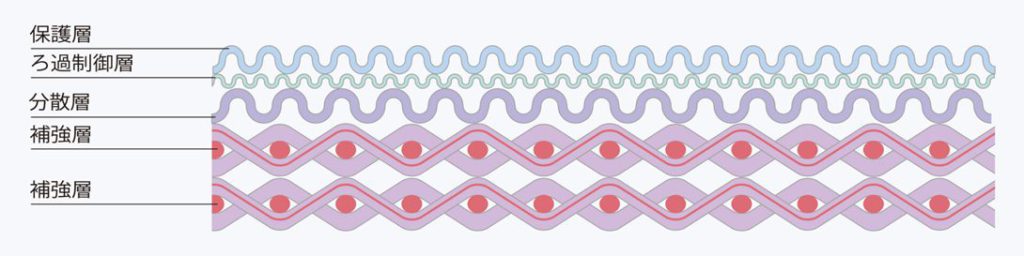
耐熱性・耐薬性・耐食性に優れており、国産ロケットにも採用されるほど信頼性も高いため、多くの現場で選ばれ続けています。どのような製造環境でも対応でき、特注品も承っておりますので、この機会にぜひ切り替えをご検討ください。

PDCAで継続的に改善する
そして問題解決は一度の分析・対策で完結とは限りません。対策後の効果測定を行い、問題解決が不十分であれば再度分析を行う必要があります。このPDCAサイクルを常に回し続けることは手間や時間がかかりますが、適切なアプローチで進められれば本当の問題解決に着実に近づけるため、意識しておきましょう。
原因分析フレームワークを活用して現場を最適化へ
本記事では、製造現場で役立つ原因分析フレームワーク4選として、なぜなぜ分析・特性要因図・ロジックツリー・4M分析を紹介しました。
重要なのは、フレームワークを「形式的にこなすこと」ではなく、現場の問題に応じて使い分け、根本原因の特定から対策の実行まで一気通貫で取り組むことです。
まずは身近なトラブルに「なぜなぜ分析」か「特性要因図」を試してみることをおすすめします。小さな成功体験を積み重ねることで、チーム全体の問題解決力は確実に高まっていきます。製造現場の品質改善・再発防止に、ぜひ本記事のフレームワークを活用してください。
ニチダイフィルタは積層焼結金網フィルターの生産能力で世界一を誇るメーカーとして、50年以上の実績と技術力でお客様のあらゆるニーズにお応えしています。設計から製造、アフターサービスまでの一気通貫体制により、現場の課題に的確にお応えします。なにかお困りの際は、ぜひお気軽にご相談ください。


