
「生産性は上げないと」「コストはできるだけ削減してください」「不良率も下げてください」現場の担当者の方は、こうしたプレッシャーを日常的に感じているのではないでしょうか。これらの課題を解決するには改善活動が欠かせません。
中でも工程改善は、製造業における永遠のテーマです。しかし、やみくもに取り組んでも成果は出ません。正しい手順と手法を理解したうえで、自社の現場に合ったアプローチをとることが、改善活動を成功させるポイントです。
この記事では、工程改善の基本的な考え方から、具体的な手法・進め方、そして「見落とされがちな改善ポイント」まで、現場担当者の視点でわかりやすく解説します。
改善活動について詳しくは「【工場の改善提案ネタ20選】今すぐできる!改善提案ネタをわかりやすく解説!」をご覧ください。
工程改善とは?基本の考え方
工程改善とは、製品の製造プロセスにおけるムダ・ムラ・ムリを排除し、品質(Quality)・コスト(Cost)・納期(Delivery)、いわゆるQCDを向上させる活動です。ただ単に「作業を速くする」ことではありません。
工程全体を俯瞰し、どこに非効率が潜んでいるかを見極め、根本から仕組みを変えることが本来の工程改善なのです。
ムダ・ムリ・ムラについて詳しくは「【チェックリスト付き】ムリ・ムダ・ムラにはどの業務が当てはまる?削減方法・ステップまで詳しく解説!」をご覧ください。
なぜ今、工程改善が求められているのか
製造業を取り巻く環境は年々厳しくなっています。
- 人手不足
- 従業員の高齢化
- 原材料・エネルギーコストの高騰
ほかにも顧客からの短納期・厳格な品質での納品要求など、これらの課題が重なる中、「今まで通り」の生産体制では太刀打ちできなくなってきています。
そこで限られたリソースで最大限の成果を出すためには、工程改善による「生産性の底上げ」が必要です。そのために多くの企業では工程をいかに最適化できるか、頭を悩ませているのです。
生産性を高めるには「【分かりやすい】製造業における生産性向上とは?重要性や具体的な方法などを詳しい解説!」をご覧ください。
工程改善の主な手法
工程改善にはさまざまな手法があります。その代表的な手法をいくつか紹介します。
ECRS(イクルス)
工程改善の基本フレームワークとして広く知られています。
- E(Eliminate:排除):その作業は本当に必要か?なくせないか?
- C(Combine:結合):複数の工程をまとめられないか?
- R(Rearrange:交換):順番や担当を入れ替えることで効率化できないか?
- S(Simplify:簡素化):もっとシンプルにできないか?
ECRSはこの順番で検討するのがポイントです。「簡素化」より先に「排除」を考えることで、本質的なムダをあぶり出せます。
ボトルネック分析
生産ラインには必ず「一番遅い工程」が存在します。この工程がボトルネックとなり、ライン全体のスループット(生産量)を制限している可能性が高いです。TOC(制約理論)の考え方では、ボトルネック以外の工程をいくら改善しても全体の生産性は上がらないとされています。そのため、まずボトルネックを特定し、そこに集中的に手を打つ方法です。
5S活動
5S(整理・整頓・清掃・清潔・しつけ)は、改善活動の土台となる考え方です。職場環境が整っていなければ、どんな改善策も定着しません。
- 整理
整理とは、現場にある物を「必要なもの」と「不要なもの」に分類し、不要なものを取り除くことです。工具・部品・書類・治具など、「いつか使うかもしれない」と置きっぱなしにされたものが、作業スペースを圧迫し、必要なものを探す時間を生み出します。
- 整頓
整理によって残った必要なものを、誰でも・すぐに・取り出せる場所に置くことです。「定位置・定品・定量」の3定が基本です。
- 清掃
清掃は日常的な掃除を行い、職場環境や身のまわりを常にきれいに維持することです。
- 清潔
清潔とは、整理・整頓・清掃の3Sが維持された状態を指します。一度きれいにするだけでは意味がなく、その状態を継続的に保つ仕組みをつくることが求められます。
- しつけ
しつけとは、決めたルールを全員が当たり前に守れるよう、習慣として定着させることです。5Sが形骸化する最大の原因は、このしつけが根付いていないことにあります。
「5Sは改善活動の土台」と言われる所以は、5Sなくして他のどんな改善手法も定着しないからです。まずここを徹底することが、工程改善に大きくつながるでしょう。
5S活動について詳しくは「【分かりやすい!】 5S活動とは?その目的やメリット、実践的に進める方法や手順などを詳しく解説!」をご覧ください。
見える化・データ活用
「何となく忙しい」「なんとなく止まっている」という感覚論に頼っていませんか?それでは根本的な原因やボトルネックを具体的に特定できない場合があります。そのためデータによる現状把握が欠かせません。
例えば工程内の稼働率・不良率・リードタイムなどをデータで可視化することで、問題の所在が明確になり、改善効果の測定も可能になります。IoTセンサーや生産管理システムを活用した「スマートファクトリー化」も、この延長線上にあります。
工程改善の進め方5ステップ
上記のような理論を知っていても、進め方がわからなければ改善は進みません。以下のステップで取り組むことで、再現性のある改善活動が実現します。
ステップ1:現状の可視化・問題の特定
まず現場を徹底的に観察します。現状分析のためには上記のようにさまざまなデータが必要です。
- 各工程の作業時間の計測
- 工程フローの図式化
- 停止・手待ちの記録
これらを通じて「どこで何が起きているか」を客観的に把握しましょう。
現場担当者は日々の業務に慣れているがゆえに、「当たり前」として見過ごしている非効率が少なくありません。必ず第三者と一緒に観察することで第三者の目線や数値データが、改善ポイントを発見する助けになるでしょう。
ステップ2:原因分析
問題を特定したら、次は「なぜそれが起きているか」を深掘りします。
なぜなぜ分析(なぜを5回繰り返して根本原因を探る手法)や、特性要因図(フィッシュボーン図)などが有効です。例えば「フィルターが目詰まりを起こした」という問題であればこのように原因を分析します。
| 階層 | 内容 |
| 問題 | 加工ラインが月に3回、フィルター目詰まりにより停止した |
| なぜ1 | フィルターが規定より早く目詰まりしたから |
| なぜ2 | 加工液中の切粉・異物が想定より多く含まれていたから |
| なぜ3 | 加工条件の変更(切削速度アップ)により発生する切粉量が増加していたから |
| なぜ4 | 加工条件変更時にフィルター仕様の見直しが行われていなかったから |
| なぜ5 | 加工条件変更のチェックリストにフィルター仕様を確認する項目がなかったから |
このように具体的で本質的な改善につながる原因を分析できました。表面的な原因だけを解決しても、再発を防ぐことはできません。
ステップ3:改善策の立案・優先順位付け
原因が明確になったら、複数の改善策を立案しましょう。このとき「効果の大きさ」と「実施のしやすさ」の2軸でマトリクスを作り、優先順位をつけると効率よく改善策を立案できます。
全部を一度にやろうとすると現場が混乱します。効果が高く、取り組みやすいものから着手しましょう。
ステップ4:実施・効果測定
改善策を実施したら、必ず数値で効果を測定しましょう。「なんとなく良くなった気がする」では次につながりません。改善前後の数値を比較し、成果を見える化することで、現場のモチベーション維持にもつながります。例えば以下のようなチェックシートを作り、効果測定を目に見える形で残しておきましょう。

ステップ5:標準化・水平展開
効果が確認できた改善策は、作業手順書やマニュアルに落とし込み、標準化しましょう。担当者が変わっても同じ品質・効率が維持できる仕組みをつくることが、改善活動の最終ゴールです。また、一つの工程で成功した改善手法は、他のラインや工場にも横展開することで、会社全体の底上げにつながります。標準化の際には必ず現場の担当者も含めて議論し、初めて読んだ方でもすぐに実践できるようわかりやすい手順書・マニュアルを作成しましょう。
工程改善には「高性能フィルターへの切り替え」がおすすめ
設備の更新や作業手順の見直し、人員配置の最適化。こうした取り組みを進めても、なぜか期待通りの成果が出ないことがあります。
そこで普段見落としてしまいやすい「ろ過フィルター」の切り替えが、工程改善に大きな効果を発揮するためおすすめしています。
フィルターは、なぜ見落とされやすいのか
多くの製造工程では液体や気体をろ過するフィルターが使われています。しかし、このフィルター工程が改善の俎上に上がることは、あまり多くありません。
理由は単純です。「消耗品だから」「定期的に交換しているから」という思い込みによって、改善対象として認識されにくいのです。
しかし実際には、フィルター起因のトラブルが工程全体のボトルネックになっているケースが少なくありません。
フィルターが引き起こす課題
フィルターを安価だからと言って性能が高くないフィルターを使ってしまうことで以下のような課題が発生してしまいやすいです。
頻繁な目詰まりを起こしてしまう
安価で使い捨て前提のフィルターはよく目詰まりを起こしやすいです。そしてフィルターが目詰まりするたびにラインを止めて交換・洗浄が必要になれば、その停止時間がそのまま生産ロスになります。「1回15分の交換でも、1日5回あれば1時間以上のロス」という課題は理解してはいるものの、その切り替えの手間により着手できていないケースがほとんどです。
不純物混入により不良品が発生してしまう
上記のような目詰まりを起こしたり、元のろ過精度が不十分だったりすると、フィルターで捕集できなかった異物や微粒子が工程内に流入し、不良品発生の原因になります。こうした不良品が発生するたびに手直し・廃棄・検査の工数が発生し、コストと時間を無駄に消費してしまいます。
こうした課題は、「フィルターを変える」という発想がなければ永遠に解決しません。工程全体を改善しようとするなら、フィルター工程も改善の対象として見直す視点が必要です。
ほかにも「【改善事例も】製造業における不良品発生の原因とは?効果的な対策方法を詳しく紹介!」では不良品の発生原因について解説しています。
切り替えるなら「積層焼結金網フィルター」がおすすめ
上記の性能が低いフィルターの課題に対して、有効な解決策としては「積層焼結金網フィルター」に切り替えることです。
ニチダイフィルタの積層焼結金網フィルターとは
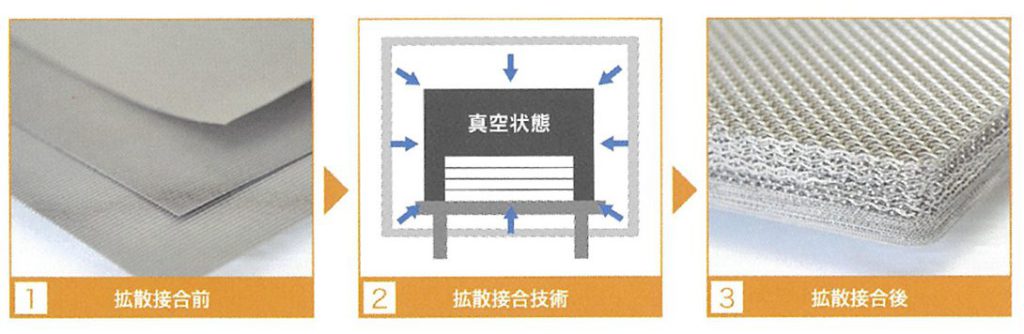
ニチダイフィルタの独自の積層焼結技術により、何枚ものステンレス金網を焼結(拡散接合)した積積層焼結金網フィルターは高性能フィルターとして国産ロケットに採用されるほど評判の高いフィルターです。
従来の不織布フィルターや単層メッシュフィルターと比較して、以下のような特長があります。
- 高いろ過精度
積層焼結金網フィルターは各層の金網によって網目が互いに交錯するためろ孔の形状が微細で均一な、理想的なろ過構造を形成しており、ろ過精度が高いことで人気です。この高精度なろ過により、不純物の流入を安定的に防ぎ多くの製品の品質を底上げしています。
- 高い耐久性・長寿命
積層焼結金網フィルターは強靭なステンレス製を独自の拡散接合技術で複数層を一体構造化しているため高い耐久性・強度を実現しており、高温・高圧・腐食性のある環境でも対応できます。
このように高い耐久性を誇るため、他の素材や金網フィルタ(単層)よりも圧倒的に長持ちします。こうした消耗品として頻繁に交換していたフィルターを長寿命化することで、交換頻度とそれに伴う停止ロスを大幅に削減できるメリットがあります。
- 洗浄・再生が可能
オプションサービスではありますが、ニチダイフィルタではお客様に提供した積層焼結金網フィルターを専用の薬剤や高圧JETにより洗浄を行います。このような再生洗浄を定期的に行うことでより長く、繰り返し使用できます。フィルターランニングコストの削減はもちろん、廃棄物の削減による環境負荷の低減にも貢献します。

ニチダイフィルタの積層焼結金網フィルターに切り替えたことで「ラインの稼働率が上がった」「不良率が下がった」という声を多くいただきます。見落とされがちな工程を見直すことが、大きな改善につながることがあります。
ろ過工程に課題を感じている方や工程改善に悩んでいる方は、ニチダイフィルタへ一度ご相談されることをおすすめします。
工程改善を成功させるためには見過ごしていたポイントに目を向ける
工程改善を成功させるには、ECRS・ボトルネック分析・5Sといった手法を活用しながら、現状把握→原因分析→改善策立案→効果測定→標準化のステップを着実に進めることが重要です。また、設備や作業手順だけでなく、フィルターのような見落とされがちな工程要素にも目を向けることが、改善の大きな突破口になります。
製造現場における工程改善は、終わりのない取り組みです。しかし、正しい手順と視点を持って取り組めば、必ず成果は生まれます。
まずは自社工程を棚卸しし、「どこにムダが潜んでいるか」を見直すところから始めてみてください。フィルター工程のような、これまで見過ごしていたポイントが大きな改善につながるきっかけになるかもしれません。
ニチダイフィルタは積層焼結金網フィルターの生産能力で世界一を誇るメーカーとして、50年以上の実績と技術力でお客様のあらゆるニーズにお応えしています。設計から製造、アフターサービスまでの一気通貫体制により、現場の課題に的確にお応えします。なにかお困りの際は、ぜひお気軽にご相談ください。


