
製造現場において、設備が突然故障したり計画外停止が起きてしまったりすると生産性を大きく損なってしまいます。さらに生産活動ができないことで顧客先に納期通りに納品できずに信頼性を損ねてしまうリスクもあります。こうした状況を回避するためには故障が起きてから対処するのではなく、起きる前に手を打つ仕組みが必要です。
そこで計画的・組織的に設備を維持管理する「予防保全」が重要です。本記事では、予防保全の基本的な定義から、事後保全・予知保全との違い、メリット・デメリット、そして現場への導入ステップまでをわかりやすく解説します。
予防保全とは
予防保全(PM:Preventive Maintenance)とは、設備にトラブルが発生する前に点検・修理・部品交換などの処置を講じることで、故障を未然に防ぐ取り組みです。
予防保全の主な目的は、突発故障によるダウンタイムをゼロに近づけ、生産ラインの安定稼働を維持することです。同時に、トラブルが起こる前にメンテナンスを行うため設備の寿命を延ばして修理・交換コストを抑えることもできます。このように計画的な保全業務に取り組むことで、最大限生産ストップを防止できるため現場の生産性を高められるのです。
予防保全は設備保全の一種です。「【製造業向け】設備保全とは?設備保全の種類や現場のよくある課題、保全効率を高めるためのポイントを詳しく解説!」をご覧ください。
予防保全の種類
予防保全には大きく以下の2つのアプローチがあります。
- 時間基準保全
- 状態基準保全
時間基準保全(TBM:Time-based Maintenance)は、一定の時間間隔で定期的に点検・交換を行う方法で、管理がしやすい反面、まだ使用できる部品を交換するムダが生じる場合があります。一方、状態基準保全(CBM:Condition-based Maintenance)は、設備の実際の状態を測定して劣化度合いに応じて保全を行う方法で、より効率的ですが、測定基準の設定に専門知識が必要です。
予防保全・事後保全・予知保全の違い
予防保全を行う前にほかの保全活動についても理解しておきましょう。設備保全には3つの方式があります。
- 予防保全
- 事後保全
- 予知保全
先述したように予防保全はトラブルが起きる前に予防処置を行う保全です。一方で事後保全は故障が発生してから修理・対処を行う方式で、重要度の低い設備に対してあえて採用されることもあります。ほかに予知保全はIoTやAIを活用して故障の予兆を検知し、最適なタイミングで保全を実施する高度な方式です。それぞれに適した場面があり、組み合わせて運用することが一般的です。
| 項目 | 予防保全 | 事後保全 | 予知保全 |
| 実施タイミング | 故障前(計画的) | 故障後 | 予兆検知後 |
| コスト | 中程度 | 低い(平時)/高い(故障時) | 高め(初期投資) |
| ダウンタイムリスク | 低い | 高い | 低い |
| 管理のしやすさ | ◎ | ○ | △(データ整備が必要) |
| 向いている設備 | 重要度が高い設備全般 | 重要度の低い設備 | データ蓄積が進んだ設備 |
保全方式の選び方
保全方式の選択は設備の重要度・故障リスク・コストのバランスで決まります。例えば重要設備には予防保全を適用し、影響の小さい設備には事後保全を採用するといった使い分けが多くの企業でされています。また予知保全は理想的ですが、IoT機器の導入や故障履歴データの蓄積が前提となるため、すぐに導入することはむずかしいでしょう。まずは予防保全の体制を整えて現場の生産性を高めましょう。
予防保全のメリット
予防保全に取り組むことで以下のようなメリットがあります。
突発的な故障やライン停止リスクを減らせる
設備を定期的にメンテナンスしていない場合、一見動いているように見えても内部では故障リスクを抱えていることがあり、突発的な故障を引き起こすことがあります。この突然の故障によりライン全体が止まってしまうケースはよく見られます。
そこで計画的に設備の点検・部品交換を行うことで、設備を良好な状態に保てるため、予期しない故障の発生を大幅に抑えられます。このように予防保全によってできるだけリスクを取り除き、安定した生産計画に取り組むことができるのです。
設備の寿命を延ばせる
設備において一度故障してしまうと、対象部位以外の周辺部品にも多少なりとも負荷がかかり、連鎖的な劣化を招くことがあります。予防保全によって設備を常に適切な状態に保つことで、こうした二次的なダメージを防ぎ、設備全体の寿命を延ばすことができます。結果として、高額な設備の更新時期を遅らせ、長期的な設備投資コストを抑えることにもつながります。
保全コストを平準化できる
突発故障への対応は、緊急手配・残業・外部業者依頼など、通常より大きなコストが発生しやすい傾向があります。しかし予防保全を導入することで、「どこに・いつ・どのように」保全費用がかかるかを計画的に予算化・平準化できるため、コスト管理がしやすくなります。上記の設備投資コストと合わせて修理関連の保全コストを抑えて企業の収益改善に寄与します。
コスト削減には「【分かりやすい】工場のコスト削減を成功に導く実践的アイデア10選を詳しく紹介」をご覧ください。
作業者の安全性・安心感が向上する
予防保全を怠っていると突発的な故障が起きやすくなります。一度設備が故障してしまうと作業者の安全リスクを脅かしてしまう恐れがあります。例えば回転部品の摩耗を放置した場合、破損した部品が飛散し作業者に直撃する危険性があります。また、潤滑油不足による過熱が発火につながるケースも報告されており、設備の異常は重大災害に直結する恐れがあります。
実際に設備起因による死亡事故が発生しています。安全衛生情報センターがまとめた機械災害事例をチェックしておきましょう。

予防保全によって設備を安定した状態に保つことで、事故や怪我のリスクを低減できます。こうした取り組みによりリスクを抑えられれば「きちんとメンテナンスされた設備で働いている」という安心感を生み、作業者のモチベーション維持にもつながります。
ほかにも現場にはさまざまな事故・災害リスクがあります。「【ネタ33選!】製造現場で使えるKY活動のネタとは?効果的な進め方もあわせて解説!」をご覧ください。
予防保全における注意点
予防保全には上記のようなメリットが豊富にある中、以下のような注意点もあるため理解しておきましょう。
定期点検・初期導入にはコストがかかる
予防保全を導入するには、点検計画の策定・人員の確保・管理システムの整備など、一定の初期投資が必要です。また、定期点検そのものにも人件費や部品費が継続的にかかります。導入コストに見合う効果が得られるかを事前に試算し、費用対効果を意識しながら計画を立てることが重要です。
まだ使える部品を交換するムダが生じる場合がある
時間基準保全(TBM)では、設定した周期が来れば部品の状態にかかわらず交換を行います。そのため、実際にはまだ十分に使用できる部品を廃棄するケースが生じ、コストや資源のムダにつながることがあります。このムダを最小化するには、定期点検の周期を実態に合わせて適切に設定することや、状態基準保全(CBM)の考え方を併用すると効果的です。
計画・管理の工数が増加する
予防保全を適切に運用するためには、点検スケジュールの管理・記録・見直しといった業務が継続的に発生します。これらの管理工数は、特に対象設備が多い現場では無視できない負担となります。台帳管理や保全システムの活用によって業務を効率化し、現場担当者の負担を軽減する仕組みづくりが求められます。
過剰保全に陥るリスクがある
「壊れては困る」という意識が強すぎると、必要以上に頻繁な点検・交換を行う過剰保全に陥るリスクがあります。過剰保全はコスト増大だけでなく、交換作業そのものが設備に悪影響を及ぼす場合もあります。設備ごとの重要度・故障リスクを正確に評価し、適切な保全頻度を設定することが大切です。
失敗しないための予防保全の導入ステップ
上記のような注意点を理解したうえで、予防保全を以下のステップに沿って導入してみましょう。
STEP1:設備・故障履歴を棚卸しする
まず自社が保有する設備の全体像を把握し、過去の故障・修理履歴を整理することから始めましょう。「どの設備が、どのくらいの頻度で、どんな原因で故障しているか」を可視化することで、保全の優先順位付けや点検周期の設定に必要なデータが揃います。このデータ量が予防保全に取り組むうえで重要なため、データが少ない場合は、現場担当者へのヒアリングを積極的に行い、可能な限り収集するようにしましょう。
STEP2:対象設備の優先順位を決める
すべての設備に同じレベルの予防保全を行うことは実質的に難しいです。そこで生産ラインへの影響度・故障リスク・修復コストなどの観点から設備を評価し、重点的に予防保全を行う設備を絞り込みましょう。重要度の低い設備には事後保全を適用するなど、メリハリのある保全計画を立てると効率の良い予防保全を実現できます。
STEP3:点検項目・周期・基準を設定する
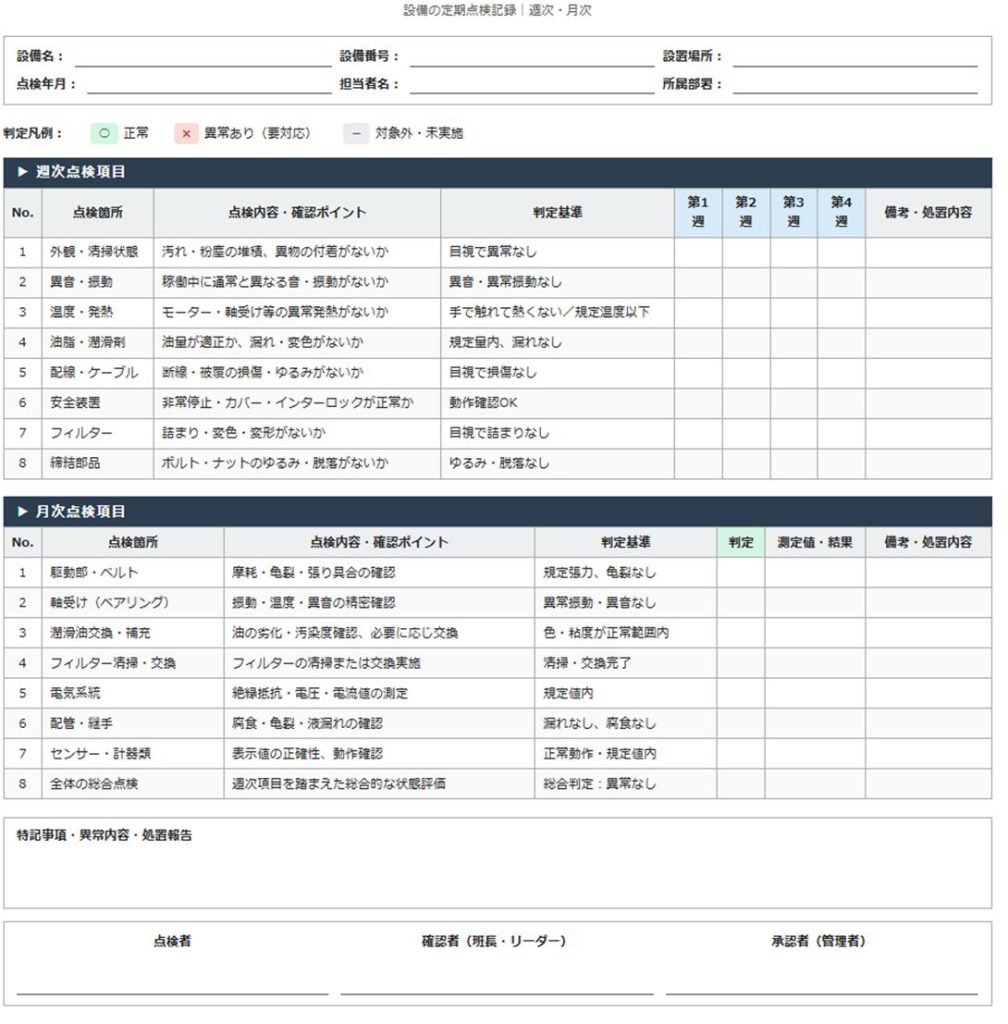
優先設備が決まったら、各設備に対して「何を・いつ・どのような基準で」点検するかを具体的に設定します。設備メーカーの推奨値や過去の故障データを参考にしながら、現場の実態に即した点検基準を作成しましょう。この時、点検項目が曖昧だと担当者によってばらつきが生じるため、チェックシートなどで標準化することをおすすめします。
以下のようなチェックシートを作成し、穴のない予防保全を目指しましょう。
STEP4:点検計画を運用・記録する
計画が完成したら、実際の運用をスタートします。点検結果は必ず記録し、異常の兆候や気になる変化も漏れなく残すことが重要です。こうした記録が徐々に蓄積されることで、故障の傾向分析や保全周期の見直しに活用できるデータとなり、企業の資産になります。まずは週次・月次の始めやすい時期から始めてみましょう。
STEP5:PDCAで継続的に見直す
予防保全は一度導入して終わりではありません。点検結果や故障データをもとに、定期的に計画の妥当性を評価し、改善を繰り返すことで予防保全を最適化できます。「点検周期は適切か」「見落としている設備はないか」「過剰・過少保全になっていないか」といった観点でPDCAを回し続けることで、保全の精度と効率を継続的に高めることができるのです。
予防保全を成功させるポイント
予防保全を成功させるには以下のようなポイントを意識して取り組みを進めましょう。
場担当者を巻き込んだ体制をつくる
予防保全は、保全部門だけでなく現場の製造担当者も積極的に参加する体制を整えることでその効果はさらに大きくなります。設備をよく知っているのは日々操作している現場の担当者であり、わずかな異音・振動・温度変化といった異常の兆候にいち早く気づける存在だからです。自主保全の意識を現場全体に根付かせ、保全部門と製造部門が連携できる体制を整えられると、さらに効果的な予防保全を実施できるでしょう。
過剰・過少保全のバランスをとる
予防保全において陥りやすいのが、過剰・過少に保全活動を行ってしまうことです。過剰保全はコスト増加を招き、過少保全は故障リスクを上げてしまうおそれがあります。解決策としては設備ごとの重要度・劣化速度・使用環境を正確に把握し、それぞれに見合った保全頻度・内容を設定することです。また定期的なデータ分析と現場の声を組み合わせ、「今過剰・過少になっていないか」を常に意識した予防保全を行うことで防ぐことができます。
消耗部品そのものの性能を見直す
予防保全の取り組みを進める中でよく見落としやすいのが、使用している消耗部品そのものの性能です。中でもフィルターの性能については検討されないことが多いのではないでしょうか。しかし例えば、フィルターが頻繁に詰まる・劣化が早いといった場合、交換サイクルを短くするだけでは根本的な解決になりません。フィルター自体を高耐久・高精度なものに切り替えることで、交換頻度の削減や設備の安定稼働・保全工数を削減できるなど本来の問題解決につながります。
そこでニチダイフィルタの「積層焼結金網フィルター」がおすすめです。国産ロケットにも採用されるほど高性能で知られる積層焼結金網フィルターは独自の積層焼結技術により、ろ孔の形状が微細で均一な、理想的なろ過構造を形成しており、高いろ過精度と優れた耐久性を実現しています。従来のフィルターと比較して長寿命であるため、定期交換の頻度を抑えながら設備内の異物混入リスクを大きく抑えることができます。こうした消耗部品の見直しも予防保全の重要な一手です。この機会にぜひ検討してみてはいかがでしょうか。

効果的な予防保全を取り入れて現場の生産性を高める
予防保全とは、設備の故障を未然に防ぐために計画的な点検・交換・処置を行う保全活動です。事後保全と異なり突発停止のリスクを低減できる一方、適切な計画と管理が求められます。時間基準保全(TBM)と状態基準保全(CBM)を設備の特性に応じて使い分け、PDCAで継続的に改善することが、予防保全を現場に定着させる上で欠かせません。
予防保全の導入に迷ったら、まず自社設備の故障履歴を整理することから始めてみましょう。「どの設備が最も頻繁に止まっているか」を把握するだけでも、優先すべき保全対象が明確になります。完璧な計画を最初から目指す必要はありません。小さく始めて記録を積み重ね、データをもとに少しずつ精度を上げていくことが、現場に根付く予防保全への近道です。
ニチダイフィルタは積層焼結金網フィルターの生産能力で世界一を誇るメーカーとして、50年以上の実績と技術力でお客様のあらゆるニーズにお応えしています。設計から製造、アフターサービスまでの一気通貫体制により、現場の課題に的確にお応えします。なにかお困りの際は、ぜひお気軽にご相談ください。


